Hi there! My name is Sean Wang, and I’m a rising sophomore at Northwestern studying Materials Science and Engineering. I worked with Tao Sun, Niranjan Parab, and Cang Zhao in the X-Ray Science Division on data analysis of powder ejection in binder jetting additive manufacturing.
Additive manufacturing (AM), commonly referred to as 3D printing, is the process of creating parts from CAD by fusing thin layers of material together. This is typically done using heat, through either Fused Deposition Modeling in which filament is melted in a thin string and layered to create a part, or Powder Bed Fusion (where a laser scans a powder bed and melts powder into layers). These techniques utilize high amounts of heat that can lead to the formation of residual stress and create defects.
An alternative AM technique known as Binder Jetting uses no heat during the process. The process is like printing with ink; a print head moves across the powder bed and drops binder, bonding the powder together to form solid layers. The solid part is later treated with heat, if needed, and finished. Because the binder jetting process does not melt powder, materials that are difficult to melt (such as ceramics) or are sensitive to heat can be utilized.
However, one of the problems that limits the use of binder jetting is powder ejection when the binder drops onto the powder bed. The ejected powder can land on different areas of the bed and lead to powder bed depletion. Understanding how different types of powdered materials eject from the bed will help shape manufacturing parameters and improve the quality of parts created. The Advanced Photon Source lets us take high speed x-ray images that we can analyze for insights into the binder jetting process.
Figure 1: Short x-ray image sequence of SS 316 30µm binder jetting.
During my time at Argonne, I looked at 4 types of powder particles: Stainless Steel 316 (30µm and 9µm), Al2O3(32µm), and Silicon (9µm). I imported 10 x-ray image sequences into the ImageJ software to threshold them and filter out spurious features. By isolating the powder particles within a set frame, we can use the built-in particle tracker in ImageJ to count the number of airborne particles and calculate the area in the frame they occupy.
Figure 2: Processed image sequence of SS 316 30µm ready for particle tracking.
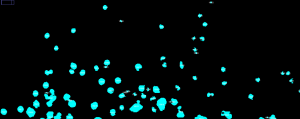
Figure 3: ImageJ tracking function highlights each particle. The software gives information about the count of particles and their combined area in each frame.
Data and Analysis
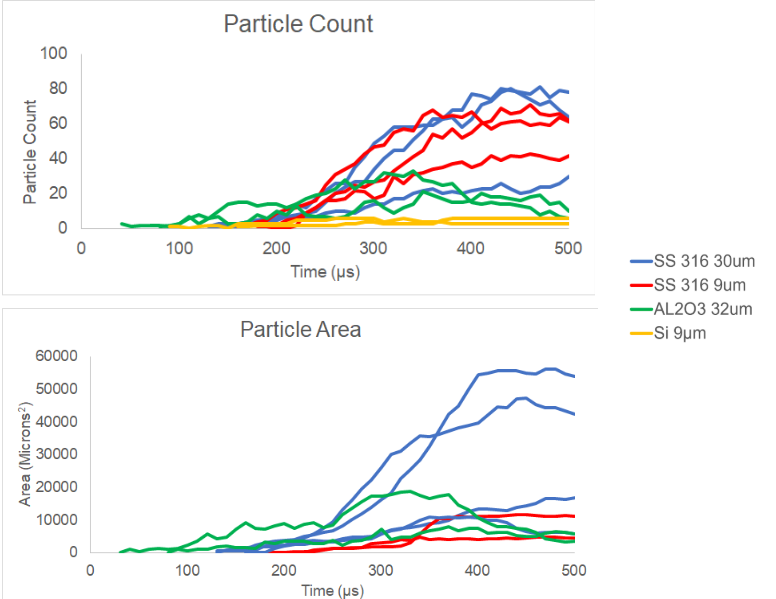
Figure 4: Data graphs showing count and area over time.
Several insights can be learned from the data provided by ImageJ.
- SS 316 has the most particle ejection out of the different powders. SS 316 30µm is most likely to cause significant powder bed depletion due to the large volume of particles.
- Al2O3 has less ejection than SS 316 because of mechanical interlocking, where the particles grasp onto each other and prevent ejection.
- Si 9µm had little ejection, but the ejected powder clumped together in large chunks when ejected. This can lead to significant powder bed depletion in localized areas.
- Area data for Si 9µm not available because ImageJ was unable to process the image and track particles. Particle count was done manually.
Some future work to further the development of binder jetting would be to incorporate a machine learning algorithm to automatically process images and track particles. Also, in my processed images some particles seemed to disappear for a few frames or join with other particles when particles cross each other (a limitation of the 2-dimensional nature of the image sequences). The particle tracking feature in ImageJ is unable to account for these occurrences, lowering the accuracy of the data and requiring adjustments to be made for each individual sequence. Automating these processes would let researchers test and analyze a large variety of image sequences and gain insight into this developing process.
Figure 7: Processed image that suffers from disappearing and cross-path particles.
Additive manufacturing has the potential to revolutionize the way we design and create by reducing wasted time, energy, and resources from traditional manufacturing processes. I enjoyed assisting the X-Ray Science Division with their research into in-situ characterization of multiple additive manufacturing processes using high-speed x-ray techniques, and am extremely thankful to Dr. Jennifer Dunn, Tao Sun, Niranjan Parab, and Cang Zhao for the opportunity to work at Argonne National Laboratory this summer.